Fat Content, Strength and Potency
Across many process manufacturing industries such as life sciences , food and beverage and chemicals, active ingredients form part of the recipe or formulation, for example in the dairy industry it will be the fat content of the milk, in chemicals the strength of the acid, while in life sciences the potency of the active ingredient of the drug.
Within the recipe or formulation the active ingredient amount could be expressed as a percentage or a quantity, but the calculated required quantity will be based on a nominal percentage value for example the Fat content, Concentration or the Potency.
During production if the nominal value is not available in inventory, the user only has to change the nominal percentage value to the actual value of the batch to be consumed in production and the quantity required of the active item will be automatically increased or decreased.
But the deeper we get into this topic, more complication may arise when changing the nominal value. For example changing the percentage of the active ingredient may just change the quantity required up or down, or there is knock on effect which may affect the quantities of another ingredient or all ingredients within the recipe or formulation.
The question is how does ProcessForce manage such a business requirement? Simply this is standard feature of the solution, where single or multiple relationships can be defined to manage this product variability.
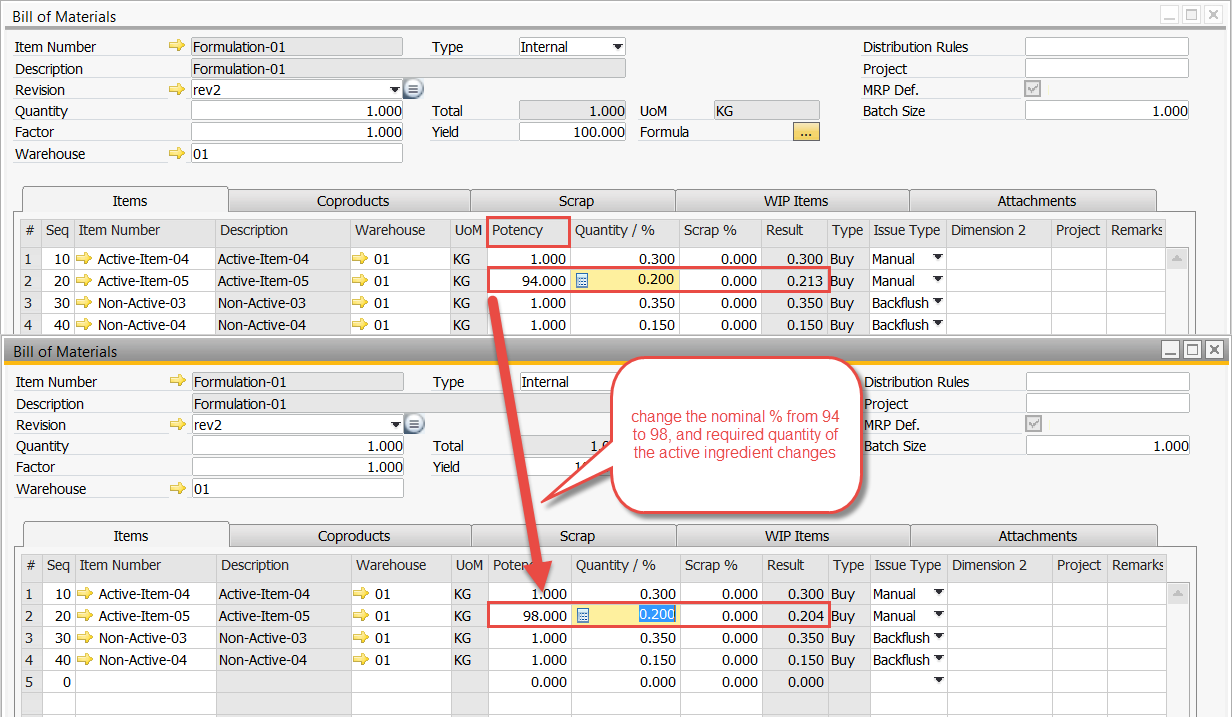
The screen shot below illustrates a formulation based on a quantity basis with a percentage potency for the active ingredient. Changing the nominal percentage only affects the active ingredient quantity.
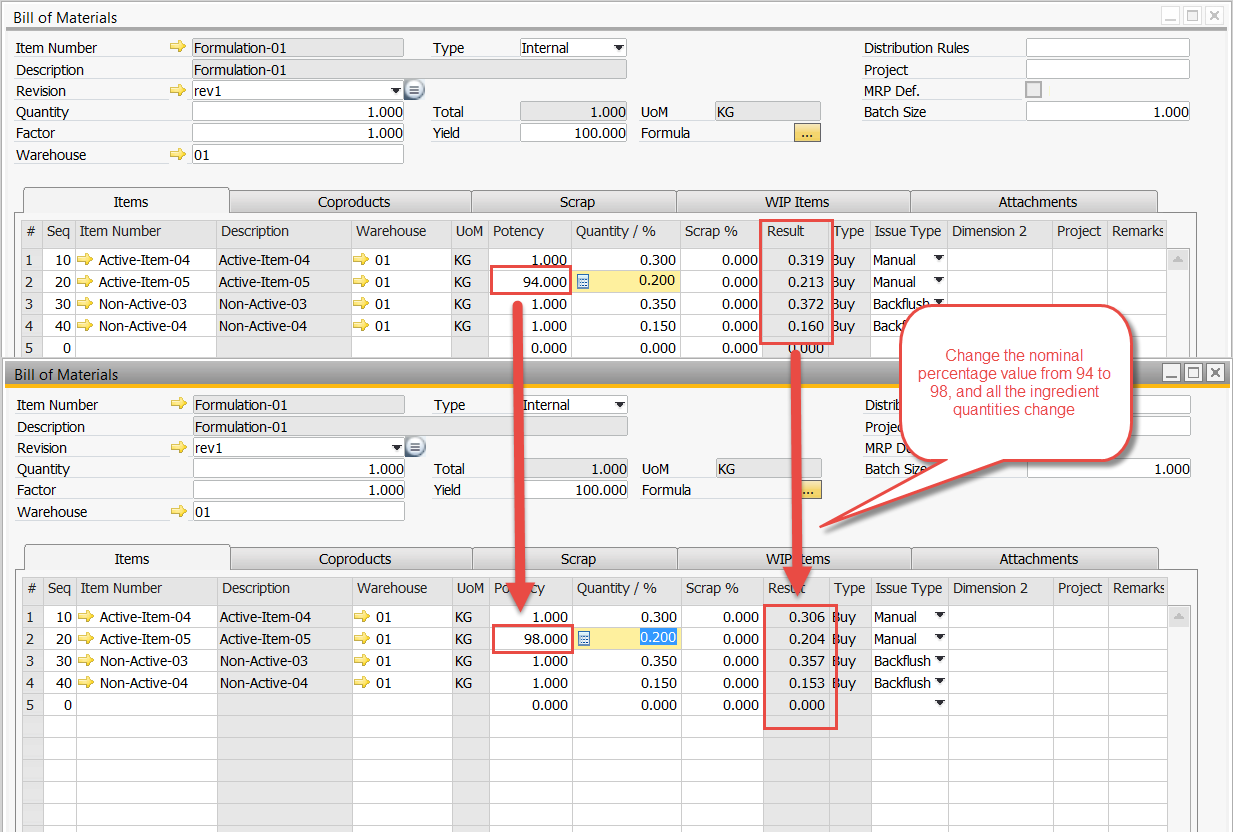
This second example illustrates a change in the nominal percentage recalculating all the ingredient quantities.